Industrial Vacuum Pumps Explained: Learn Basics, Details, and Advice
Industrial vacuum pumps are mechanical devices designed to remove air and gases from a sealed space to create a vacuum. A vacuum is a condition where the pressure inside a chamber is lower than the surrounding atmospheric pressure.
These systems exist because many industrial processes require controlled pressure environments. In sectors such as manufacturing, chemical processing, electronics, pharmaceuticals, and food packaging, stable vacuum pressure ensures consistent quality and safety.
At a basic level, an industrial vacuum pump works by trapping air molecules and moving them from a chamber to the outside environment. By continuously removing gas, the pump lowers the pressure inside the system.
There are several common types:
-
Rotary vane vacuum pump – Uses rotating vanes inside a cavity to compress and expel air.
-
Liquid ring vacuum pump – Uses a rotating liquid (often water) to create a sealing ring that compresses gas.
-
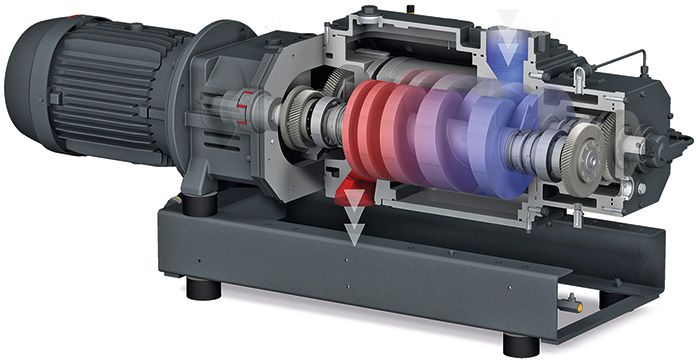
Dry screw vacuum pump – Operates without liquid sealing and is suitable for clean processes.
-
Diaphragm vacuum pump – Uses a flexible membrane for low-capacity applications.
Each design is suited to specific pressure ranges and industrial environments.
Importance: Why Industrial Vacuum Pumps Matter Today
Industrial vacuum pump systems are essential in modern production and automation. As industries move toward precision manufacturing and advanced industrial automation systems, vacuum control has become a foundational technology.
Key areas where vacuum pumps are critical include:
-
Semiconductor manufacturing – Requires ultra-clean vacuum chambers.
-
Pharmaceutical production – Supports drying, filtration, and sterile processing.
-
Food processing and packaging – Extends product shelf life through vacuum sealing.
-
Chemical processing – Controls reaction environments and removes vapors.
-
Renewable energy manufacturing – Used in solar panel and battery production.
The growing emphasis on energy efficiency standards and sustainability also increases the importance of optimized vacuum pump systems. Inefficient systems can consume large amounts of power and contribute to higher emissions.
Below is a simplified comparison of common vacuum pump types and their characteristics:
| Pump Type | Oil Required | Maintenance Level | Suitable for Clean Processes | Typical Applications |
|---|---|---|---|---|
| Rotary Vane | Yes | Moderate | Medium | General manufacturing |
| Liquid Ring | Uses Liquid | Moderate | Medium | Chemical and petrochemical plants |
| Dry Screw | No | Low–Moderate | High | Electronics and pharmaceuticals |
| Diaphragm | No | Low | High | Laboratory and small-scale processes |
Industrial facilities depend on stable vacuum pressure control to maintain product consistency. Even small pressure variations can affect production quality, especially in precision industries.
Recent Updates: Trends and Developments
Over the past year, several trends have shaped the industrial vacuum pump sector.
One major development has been the increased focus on energy-efficient vacuum pump systems. Manufacturers are integrating variable speed drives (VSDs) that adjust motor speed according to demand. This reduces energy consumption in partial-load conditions.
Another trend is the shift toward oil-free and dry vacuum pump technology. Industries seeking cleaner processes and reduced contamination risk are transitioning to dry screw and claw vacuum pumps.
Digital monitoring has also expanded. Smart sensors and Internet of Things (IoT) integration allow facilities to monitor:
-
Pump temperature
-
Pressure levels
-
Motor load
-
Vibration patterns
These systems support predictive maintenance, reducing unexpected downtime.
Laws or Policies: Regulatory and Compliance Considerations
Industrial vacuum pump operations are influenced by safety, environmental, and efficiency regulations.
Environmental compliance regulations often focus on:
-
Emissions from industrial processes
-
Handling of oil and lubricants
-
Wastewater discharge from liquid ring systems
-
Noise control in manufacturing plants
Energy efficiency standards may require facilities to document power usage and adopt high-efficiency motor systems.
Workplace safety regulations typically address:
-
Safe installation and maintenance procedures
-
Pressure vessel standards
-
Noise exposure limits
-
Hazardous material containment
In addition, industries such as pharmaceuticals and food processing must follow strict process control guidelines to ensure product safety and contamination prevention. Vacuum systems in these sectors must meet documentation and validation requirements.
Compliance encourages proper system design, documentation, and regular inspection.
Tools and Resources: Helpful Technical Support Options
Several tools and digital resources support effective vacuum pump system management.
Common tools include:
-
Vacuum pump sizing calculators – Estimate required pumping speed based on chamber volume and target pressure.
-
Energy consumption calculators – Compare motor ratings and operational loads.
-
Industrial automation software – Integrates vacuum pressure monitoring with broader process control systems.
-
Maintenance tracking templates – Record inspection dates, oil changes, and performance metrics.
-
Leak detection instruments – Identify system inefficiencies and air infiltration points.
A simple example of vacuum pump sizing logic is shown below:
| Parameter | Example Value |
|---|---|
| Chamber Volume | 5 m³ |
| Target Pressure | 50 mbar |
| Evacuation Time | 2 minutes |
| Required Pumping Speed | Calculated from system formula |
Digital dashboards now allow centralized monitoring of multiple vacuum pump systems across large facilities. This improves transparency and operational planning.
For educational purposes, many engineering institutions provide open-access learning materials on vacuum technology principles, pressure measurement, and thermodynamics.
FAQs
What is the difference between a vacuum pump and a compressor?
A vacuum pump removes gas from a chamber to lower pressure, while a compressor increases gas pressure by compressing it into a smaller space.
How do I choose the right industrial vacuum pump?
Selection depends on required pressure level, process cleanliness, gas composition, operating temperature, and desired energy efficiency. Technical specifications and system calculations guide proper selection.
Are dry vacuum pumps better than oil-sealed pumps?
Dry vacuum pumps reduce contamination risks and eliminate oil disposal concerns. However, oil-sealed pumps may still be effective for certain industrial processes. Suitability depends on the application.
Why is vacuum pressure control important?
Accurate vacuum pressure control ensures consistent product quality, prevents contamination, and maintains stable reaction conditions in industrial environments.
How often should industrial vacuum pumps be inspected?
Inspection intervals vary based on usage intensity, environment, and pump type. Regular monitoring of vibration, temperature, and pressure levels supports preventive maintenance.
Conclusion
Industrial vacuum pumps are foundational components in modern manufacturing and processing systems. By removing gases and creating controlled pressure environments, they enable precision production across diverse industries.
Advancements in energy efficiency standards, digital monitoring, and dry vacuum pump technology have improved system reliability and environmental performance. Compliance with environmental compliance regulations and workplace safety rules ensures responsible operation.
Understanding the basics—types, applications, efficiency factors, and monitoring tools—helps readers appreciate how vacuum pump systems contribute to stable, high-quality industrial operations.